> 新闻资讯
news
耀邦租赁 > 新闻资讯 > 氩弧焊的使用方法 氩弧焊焊接操作方法示例钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材本身( 在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝区域,受氩气流的保护而不被大气污染。
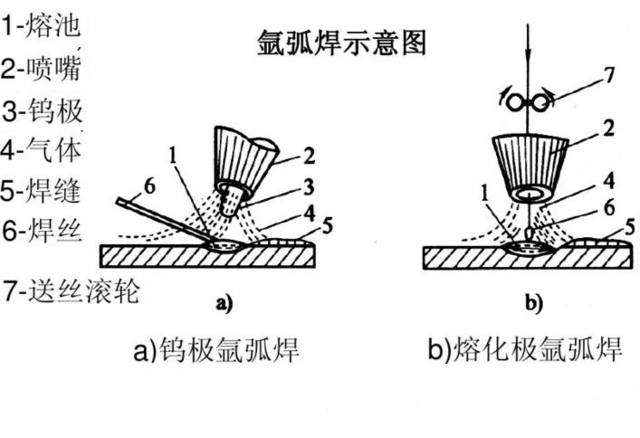
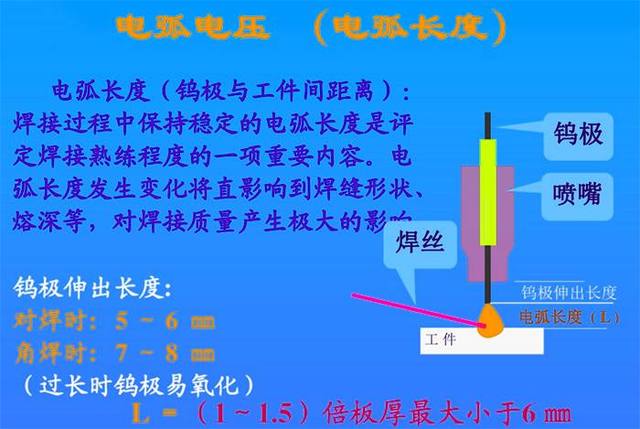
氩弧焊时,焊炬、填充金属及焊件的相对位置弧长一般取1-1.5倍钨电极直径。
停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保护下,以防止其氧化。
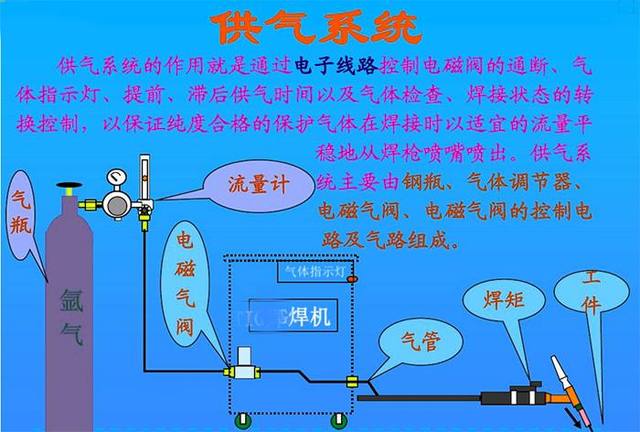
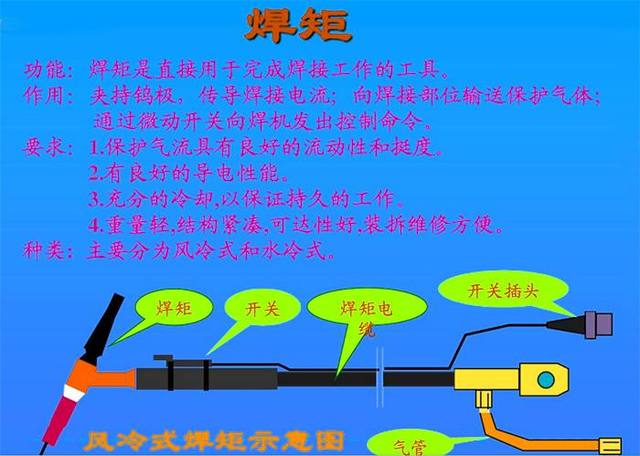
焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊接还需使用水冷焊枪。
氩气纯度氩弧焊时材质对氩气纯度的
钨极伸出喷嘴的长度,一般取1-2倍钨极直径,钨电极与焊件距离(弧长)一般取1.5倍以下钨电极直径。 喷嘴大小等则在焊接电流值确定后再选定。
在不能进行通风的局部空间施焊时,应戴供给新鲜空气面罩或防毒面具壁厚δ在3<δ≤16mm 时,选用V 形坡口,其坡口形式 图3 3<δ≤16mm 时, V 形坡口坡口形式 壁厚δ在δ>16mm 时,选用U 形或V 形坡口,坡口形 δ>16mm 时, U 形或V 形坡口的坡口形式。
对口质量要求内壁齐平,如有错口,其错口值应符合下列要求:对接单面焊的局部错口值不应超过壁厚 的10%,且不大于1mm。

对口应将焊口表面及面侧15mm母材内,外壁的油、漆、垢、及氧化层等清理干净,直至露出金属光泽,并对坡口表面进行检查,不得有裂纹、重皮、毛刷及坡口损伤等缺陷。若设计有要求时,还应对坡口表面进 行渗透探伤。
采用手工电弧焊前,应将焊口坡口两则100mm 范围内包上石棉布,以防飞溅污染母材。
焊接工艺规范应严格按焊接工艺卡的规定执行。宜采用小电流、短电弧、小摆动、小线能量的焊接方法。
严禁在被焊件表面引弧、试电流或随意焊接临时支撑物。
采用钨极氩弧焊打底的根层焊缝检查后,经自检合格后,方可焊接次层,直至完成。 26. 氩弧焊时,断弧后应滞后关气,以免焊缝氧化。
氩弧焊打底时薄壁管的次层焊接时,背面应充氩保护,采用可溶纸封堵做成气室。见图5。

直径大于194mm 的管子宜采取二人对称焊,焊前为保证首层氩弧焊道质量,管道内必须充氩气保护,防止合金元素烧损及氧化,大径奥氏体不锈钢管道焊口内充氩装置见图为防止氩气从对口间隙中大量泄漏,焊前需在坡口间隙中贴一层高温胶带,焊接过程中随时将妨碍焊接操作的那部分高温胶带撕去,每次撕去的长度视保护情况而定。内充氩装置在第一层电焊盖面检查合格后方可撤除。
